1 緒論
1.1 前言
自1960年第一臺激光器“紅寶石激光器”誕生以來,近五十年間,激光技術與應用迅猛發展,已與多個學科相結合形成多個應用技術領域,比如光譜與照明技術,激光醫療與光子生物學,激光加工(laser oem)技術,激光檢測與計量技術等等。
其中,激光加工(laser oem)技術是利用激光束與物質相互作用的特性對材料(包括金屬與非金屬)進行切割、焊接、表面處理、打孔、微加工等的一門技術,是涉及到光、機、電、材料及檢測等多門學科的綜合技術。
1.2 國內外發展現狀及發展趨勢
中國激光加工(laser oem)設備真正規模化普及始于2000年之后。伴隨著中國經濟尤其是中國制造業進入新的發展階段,中國的激光加工(laser oem)設備行業也迎來了黃金發展時期。2003年之前,中國激光加工(laser oem)設備行業保持了50%以上的驚人發展速度,04年之后,行業的成長速度有所放緩,但仍然保持了20%以上的快速發展。
國際上,激光切割和焊接構成了激光加工(laser oem)設備銷售額的主體(50%以上),并且占據了激光加工(laser oem)設備的高端市場。但在中國激光加工(laser oem)設備市場中,小功率的激光標記機的市場份額超過了40%,而激光切割的市場份額只有30%左右,并且這30%的市場份額還主要被外資或合資激光設備廠商所占有,顯示出中國激光加工(laser oem)設備行業的市場應用范圍以及國內激光設備生產企業都還處于相對初期的發展階段。
1.3 紫外激光切割技術
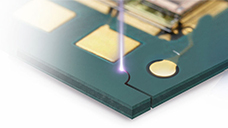
近年來,隨著FPC行業的精密小型化發展趨勢,由此帶來外形加工的高精度低損傷的要求,傳統的機械加工已無法滿足市場要求。而激光的無接觸式加工避免了加工產生的應力,可有效的提高材料的切割質量和效率,并且邊緣整齊、光滑,對金屬材料加工后具有優越的電學特性。另外,相對于CO2激光切割技術,紫外激光“冷”光源具有良好的聚焦性能,熱影響區小,切割質量優越。
2 系統結構及原理
2.1 系統結構
紫外激光切割機,其硬件系統主要由以下幾個部分組成:紫外激光器及其水冷裝置、工業控制計算機、直線電機及驅動器、CCD攝像裝置、工作移動平臺、高速度雙振鏡、運動控制卡、吸塵器以及其他輔助裝置。
2.2 工作原理
UV激光切割機(laser cutting)工作原理可以簡述為:運動控制、激光控制及軟件系統三個部分。運動控制及激光控制均依賴于運動控制卡的協調處理,而軟件系統則是運動控制卡協調處理的大腦,在整個切割過程中起著至關重要的地位。下面分別介紹這三個部分的工作原理。
2.2.1運動控制
運動控制分為平臺控制和振鏡控制,由一塊DSP+FPGA組成的運動控制卡來實現。運動控制卡通過PCI與工業控制計算機相通訊,可以實現高性能的控制計算。該卡提供兩軸運動控制輸出,可在控制振鏡運動和工作平臺運動之間轉換。其中對于每個軸既可以輸出脈沖量,也可以輸出模擬量。控制卡還為每軸提供正負限位信號和原點信號輸入,為每個軸提供16位的狀態寄存器,軟件系統可以隨意通過指令來獲取當前狀況下各軸的運行狀態。
由于UV激光切割機(laser cutting)的振鏡掃描范圍約40mm×40mm,而實際切割的圖形通常都大于這個范圍,因此在實際切割過程中需要振鏡和平臺的協調工作,原理是:將圖形分割為振鏡掃描范圍大小的多個區域,每次僅切割一個區域的圖形,此時平臺運動靜止,通過振鏡運動實現切割。每次切完當前區域就需要移動平臺到另一個區域,此時振鏡運動處于靜止。然后重復上述振鏡及平臺運動直至圖形切割完畢。
2.2.2激光控制
UV激光切割機(laser cutting)的激光器通過串口與工業控制計算機相連,實現軟件對激光器的智能控制:包括激光開/關、延時控制、激光能量控制模式選擇、激光能量輸出方式選擇和相關參數設置。其中延時控制及激光能量輸出方式選擇等控制,需要軟件通過控制卡實時的作用于激光器,才能解決激光控制和運動控制的協調工作。
2.2.3軟件系統
UV激光切割機(laser cutting)擁有強大的中文界面軟件系統,包括:圖形文檔處理模塊、設備控制模塊、定位及校正模塊、切割加工模塊及實時顯示模塊。設備控制模塊的控制原理在上文運動控制中已介紹,下面主要介紹圖形文檔處理模塊和定位及校正模塊。
2.2.3.1圖形文檔處理模塊
UV激光切割軟件支持Gerber文件格式的讀取,為了滿足市場需要,新版本軟件除了Gerber文件格式以外,還支持標準的DXF文檔的讀取。
圖形讀取后,通常需要對圖形進行處理,軟件系統支持對圖形的平移、旋轉、鏡像、剪切等編輯工作。另外由于不同的FPC切割板的材料差異以及同一切割板不同區域的差異(如軟硬結合板),軟件支持在切割過程中對圖形分區域處理,并對不同區域設置不同的切割參數從而使切割效果最佳。
2.2.3.2 定位及校正模塊
1)校正原理
雙振鏡掃描是一種在光柵或矢量模式下對X-Y平面場進行掃描的簡單、低成本方式,如圖2-2。這種掃描方式的主要缺點是其在雙軸平面場掃描時存在固有的幾何失真。主要包括枕形失真、線性失真和在平面場上成像光束的焦點誤差。通過在雙振鏡掃描系統后增加一個F-θ透鏡,可以對焦點誤差進行校正,使得激光束能夠聚焦在同一焦平面上,并對掃描系統進行一定的失真校正。但其無法實現對X軸枕形失真的校正,并產生Y軸方向的桶形失真。

圖2-2 振鏡掃描系統
針對上述原因,實際切割前需要對振鏡進行校正,通常采用的校正方法為軟件補償校正,通過軟件處理達到校正的目的,具體可以分為增量補償、校正表、最小二乘擬合等幾種方法。UV激光切割機(laser cutting)軟件系統中采用了定標網格的方法,結合增量補償及校正表來實現振鏡校正,解決了掃描場非線性失真問題,從而達到了軟件校正的目的,不但經濟而且可以靈活的調整校正參數。圖2-3所示為校正前后圖形對比。

圖2-3 校正前(左)后(右)圖形對比
2)定位原理
UV激光切割機(laser cutting)支持覆蓋膜和FPC板的切割,對于覆蓋膜只要放置于當前位置,執行當前切割即可,切割圖形在覆蓋膜上位置出現微小的整體平移并不影響切割需求。但是對于FPC激光切割就必須使切割圖形準確的位于指定的位置或線路,因此在切割前就需要對FPC板進行定位工作。原理:移動平臺至FPC定位孔,通過高清CCD[12]讀取并計算定位孔坐標的實際位置,達到精確定位的目的。
3.技術突破
作為光、機、電一體化的大型精密儀器, UV激光切割機(laser cutting)在以下方面做出了重大突破。
3.1碳化控制技術
3.1.1碳化的產生
激光切割是利用聚焦的高功率激光束照射工件,光束能被材料吸收,當激光超過閾值功率密度后引起照射點材料溫度急劇上升,當溫度達到沸點后,材料開始汽化,并形成孔洞。隨著激光束與工件的相對移動,最終使材料形成切縫。
高功率激光束在切割過程中勢必會形成一定的熱影響區,當切割能量過大或停留時間過長均會因材料切割邊緣處吸收過多熱量而引起發黑發焦現象,即碳化。在切割FPC板及覆蓋膜過程中均可能產生碳化現象,由于不同材料對激光吸收程度不同,產生的碳化的條件及程度均不同。
3.1.2碳化控制技術
1)紫外激光光源具有良好的聚焦性能,熱影響區小,切割質量優越,相比CO2激光切割而言紫外激光切割本身就具有提高精度、減少碳化的優點。
2)對運動控制卡的插補算法及延時控制進行優化,可實現對電機、振鏡、激光的精確協調控制,最終達到減少碳化的作用。
3)由于不同材料對激光吸收程度不一樣,元祿光電的激光團隊通過大量試驗驗證,對不同材料的覆蓋膜及FPC板切割參數(切割速度、激光功率、激光延時等參數)的設置進行了統計分析,在工業切割過程中根據統計數據進行最優設置,能夠最大程度控制碳化。
4)UV激光切割機(laser cutting)強大的軟件系統支持對同一FPC板的不同區域進行分別的參數設置,結合不同材料最優參數設置的統計數據,可實現分區域切割以及不同區域參數的智能控制,達到進一步減少碳化的目的。

圖3.1 改進前嚴重碳化 圖3.2 改進后輕微碳化
如圖3.1和3.2,通過硬件和軟件的優化, UV激光切割機(laser cutting)對碳化的控制技術有著顯著的提高,目前UV激光切割機(laser cutting)的碳化控制技術在某些方面已經趕上甚至優于國內外同一類型的UV激光切割機(laser cutting)。
3.2 切割效率的提升
UV激光切割機(laser cutting)在不改變硬件的情況下,通過軟件升級優化路徑創建算法,減少激光空轉路徑,達到減少整體切割時間的效果。表3-1為算法優化前后的效率對比試驗數據。通過表格數據可以得知,優化算法后切割效率提高約2%--9%,根據圖形單元的多少及復雜度則切割效率的提升略有差異。軟件算法的優化節省了硬件優化所需成本,提高了切割效率,增強了UV激光切割機(laser cutting)市場競爭力。
效率對比試驗數據
圖形 效率(%)及切割時間(s) 算法優化前 算法優化后

表3-1效率對比試驗數據
注:1)以上對比數據的測試條件包括振鏡參數、激光參數、電機參數等均設置相同,切割材料均為聚酰亞胺。
2)以算法優化后的激光切割效率為100%作為比較。
3.3 定位及漲縮系數補償
由于制造工藝的不同及材料熱脹冷縮系數的差別造成不同FPC板的形變差異,這就要求切割定位時必須分別加以補償,如果不補償則可能會致使切割出來的電路單元完全無法使用,最終導致整板報廢。目前,各個領域大部分的定位后圖形變換均采用線性的圖形變換,對于復雜的不規則的漲縮圖形在變換后會與實際圖形相差過大,甚至超過誤差范圍。UV激光切割軟件一方面改進了圖形變換,一方面引入角度偏差和漲縮比的概念,在定位過程中對定位點進行計算,當定位超過角度誤差或漲縮比限制時均提示定位失敗,這就保證了定位切割的準確性。表3-2為定位切割精度試驗數據。
精度試驗數據
材料:聚酰亞胺 邊緣與金手指距離
樣品 | 理論值 | (毫米) 測量值 | (毫米)偏差 |
FPC1 | 0.345 | 0.361 | 0.016 |
FPC2 | 0.160 | 0.154 | 0.006 |
FPC3 | 0.750 | 0.772 | 0.022 |
FPC4 | 0.690 | 0.672 | 0.018 |
FPC5 | 0.254 | 0.277 | 0.023 |
表3-2 精度試驗數據
推薦設備:FPC紫外激光切割機