激光加工原理
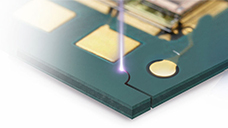
激光又名鐳射(Laser),它的全名是“輻射的受激發射光放大”。(Light Amplification by Stimulated Emission of Radiation)。加工原理為具有較高能量密度的激光束照射在被加工材料表面,材料表面吸收激光能量,溫度上升,產生熔融、燒蝕、蒸發,從而達到去除表層的目的。
激光劃線作用

激光劃線是利用激光在硅片背面進行打孔或劃線,將部分AL2O3與SiNx薄膜層打穿露出硅基體,背電場通過薄膜上的孔或槽與硅基體實現接觸。
激光加工過程
1.) 通過熱激發或光激發產生導帶電子;2. )導帶電子通過雪崩電離和焦耳加熱吸收能量形成等離子體;3. )等離子體通過電子聲子耦合將能量傳遞給材料品格;4. )品格被加熱材料熔化、升華;5. )物質的熱擴散和沖擊波引起周圍物質的變化。
激光規格參數

激光劃線系統介紹
激光工作原理示意圖

部分實物示意圖

光路校正檢查
1)該激光消融設備中,532nm激光從激光器輸出后,先經過兩路全反射鏡反射,再經過擴束鏡、手動光闌后輸入激光掃描振鏡、聚焦透鏡,最后輸出經過聚焦后的激光。
2)激光經過1號反射鏡,讓其傳輸方向改變90°;再經過2號反射鏡,讓其傳輸方向再改變90°。
3) 1號反射鏡與2號反射鏡的角度對激光傳輸方向非常重要,同時會影響激光傳輸的效率,在調整兩者的角度時需要特別注意,看激光是否達到90°反射。(90°反射可以保證激光傳輸過程中功率損耗降到最小)通過2號反射鏡后的激光,經過擴束鏡中心輸出,直至掃描振鏡輸入端中心輸入。
4)設備運行一段時間后,需要打開防護蓋板,確認反射鏡、擴束鏡、光闌固定螺絲是否松動。
光路校正步驟
1)佩戴好激光防護眼鏡、532nm倍頻片(用于觀察光斑);2)調整激光功率到合適大小,大致10%左右的激光功率;3)調整1號反射鏡角度,使得激光達到90°反射到達2號反射鏡;4)調整2號反射鏡角度,使得激光達到90°反射到達擴束鏡;5)使用倍頻片觀察擴束鏡輸出端,檢查激光是否經過擴束鏡中心輸出。如果激光偏離中心輸出,返回調整2號反射鏡、1號反射鏡。直至將激光調整到中心輸出;6)調整擴束鏡倍數大小,直至將光束調整到工藝要求合適的工作焦距;7)調整激光從手動光闌中心輸出,調整光闌孔徑大小,直至將激光功率調整到工藝所需要求;8)調整激光從掃描振鏡輸入端中心輸入。
光路清潔維護
1)作用:保證光路上各鏡頭(片)的潔凈度,決定了它們是否能夠發揮本身的光學性能:比如透光率、反射率等等。光路系統的維護主要指各個光學鏡頭(片)的除塵擦拭,光路系統部分的維護主要涉及以下幾個部位:光路封閉機構是否密封;激光頭輸出窗口是否有灰塵;反射鏡、擴束鏡是否有灰塵;掃描振鏡頭X/Y反射鏡片是否有灰塵;至少每2周一次重點檢查F-θ場鏡輸出面是否有灰塵等污染物,鏡面必須保證干凈無任何污染物。
光路清潔維護操作
在準備對這些光學鏡頭、鏡片進行擦拭除塵之前,必須保證不能移動它們各自所在的位置。具體操作如下:
1)光路維護人員首先戴好口罩、手套。
2)準備擦拭除塵的工具:包括鏡頭清潔劑(鏡頭清潔劑由酒精和乙醚配兌而成,酒精和乙醚兩者都要100%的,等級選用分析純的,以避免雜質對鏡頭的傷害。酒精和乙醚的比例可取1:1,南方沿海地區氣候濕潤,可多加些乙醚,比例可取1:2)、光學長絨無塵棉簽棒、光學擦鏡紙、吹風球等。
3)用內六角扳手松開并移除各光學鏡頭處覆蓋的封閉蓋板、套筒。在做移除操作時,動作務必輕柔,切不可將光學鏡頭(片)當前的位置調動,包括旋鈕螺桿,不能調動這些裝置。
4)將封閉蓋板和套筒拆掉后,從正面對視,觀察里面的光學鏡片(頭)是否有污染物或者灰塵。
5)用吹風球大致吹一次鏡頭。操作前要先空吹幾下,而后再吹鏡頭。手握吹風球的方法就像握木棍一樣,出風嘴朝下,吹氣時四指向著手掌心快速擠壓吹風球,這種方法基本可保證吹風嘴方向穩定。要小心吹風嘴碰鏡頭。
6)用棉簽棒擦洗相對明顯的贓物或者印記:
將棉簽棒前端接觸擦拭液液體表面,多少以棉棒頭剛好吸滿擦拭液為止。切不可將棉簽棒全部浸入擦拭液。擦拭時同樣是從鏡頭的中間往邊緣劃圈擦拭,棉簽的一個擦拭面僅能擦拭一次,使用過的棉簽禁止再次放入鏡頭清潔劑中。棉簽棒不可重復使用。
7)用光學擦鏡紙擦拭:
對于小的鏡頭(片),可將準備好的擦鏡紙在1/3處對折,換一個方向再在1/3處對折,最后將兩次對折的那個角再對折,這樣就得到了一個45度的尖角。
將尖角粘少許清潔劑,避免滴液,而后從鏡頭的中間往邊緣劃圈擦拭。擦拭一遍過后,這個位置就不能再使用了。還是這塊布換一個位置再折出一個尖角,如此返復直至擦凈。
當無處可折疊時應換一張紙,不得重復使用;對于大的鏡頭(片),先將擦鏡紙在1/3處對折,而后將食指放入對折布內,再將布沿著手指尖卷出一個尖角即可。
激光參數對電性能的影響
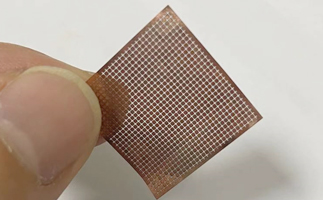
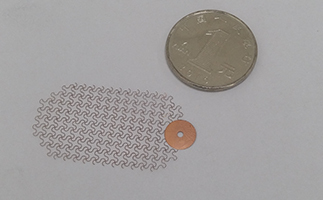
實驗樣品
實驗選取的樣品采用成熟的PERC技術,每組樣品激光處劃線處理之前工藝完全相同,且背面SixNy顏色相近(SixNy顏色隨著厚度呈周期性變化),以保證實驗樣品的一致性和實驗數據的準確性。
實驗研究內容
實驗研究背鈍化技術在激光劃線過程中激光設備各項參數等對電池性能的影響,主要研究內容為:
1)不同激光功率對電池片性能的影響。實驗根據激光器固定參數設定不同的輸出功率,以研究不同功率條件下電池片的性能。
2)不同輸出頻率對電池片性能的影響。實驗通過調整激光器輸出頻率,探究不同頻率條件下的劃線平滑度及電池片性能。
3)不同劃線形貌對電池片性能的影響。實驗通過改變激光劃線線寬及劃線線型,探究不同劃線形貌條件下的電池片性能。
實驗工藝流程
1)原硅片經過成熟的常規工藝制絨、擴散、刻蝕及氧化后;在硅片背表面生長一層厚度約5~8nm的Al2O3;
2)本實驗采用原子層淀積(ALD)的方式生長Al2O3;在Al2O3表面鍍一層約150nm的SixNy保護層后,使用PECVD技術在硅片正表面鍍一層厚度約為80nm的SixNy減反膜;
3)最后采用激光技術在硅片背面劃線,打通鋁背場與硅片基本的連接通道,使鋁背場在印刷燒結后能與硅片產生有效歐姆接觸;
4)硅片劃線后采用相同工藝經過印刷燒結,在相同機臺對電池片性能進行測試對比分析,以保證實驗數據準確性。
結果分析
1)不同功率的對比
實驗采用相同批次片源進行多組對比,在保證前段工藝與激光設備其他參數完全一致的條件下,調節激光器輸出功率,比較不同功率條件下成品電池片的電性能差異。

從實驗數據可看出,在激光設備功率調節范圍內,在實驗功率遞增的條件下,電池效率波動不明顯且無線性變化的趨勢,這說明激光設備功率在調節范圍內對電池片性能影響并不大。
2)不同頻率的對比
實驗選取相同批次片源進行多組對比,在控制其他變量的條件下,研究不同激光頻率對電池性能的影響。在實驗原有工藝基礎上調節激光設備的輸出頻率,設置激光頻率梯度,研究了在1.0、1.5、2.0、2.5、3.0、3.5MHz頻率條件下電池片的性能差異,用3D顯微鏡比較了高頻與低頻工藝條件下劃線后電池結構的微觀形貌,在相同機臺對其電性能進行測試對比,驗證激光頻率對電池性能的影響。

從3D顯微鏡測試結果來看,低頻工藝條件下激光劃線深度較淺,疑似有SixNy殘留物,且劃線臨界面呈鋸齒狀結構;高頻工藝條件下激光劃線深度相對較深,且劃線臨界面十分平整。這可能是因為在一定頻率范圍內,當激光脈沖作用于電池表面時,頻率越高激光能量釋放越大,因此劃線效果也相對較好。從電性能數據來看,2.0MHz工藝條件下的電池片性能要優于1.0MHz工藝。

電池片效率隨著激光輸出頻率逐漸增加呈先升后降的趨勢。當激光頻率低于2.5MHz 時,電池片性能隨著頻率升高而呈遞增趨勢;當激光頻率高于2.5MHz時,電池片性能隨著頻率升高而呈遞減趨勢。
對比實驗數據不難看出,當頻率超過2.5MHz時,電池片填充因子FF也呈下降趨勢,進一步影響了電池片效率。這可能是由于在激光劃線的過程中,激光能量被SixNy/Al2O3鈍化介質膜吸收的同時,少部分溢出的能量也會被硅襯底吸收;
事實上,激光能量大部分還是被SixNy/Al2O3鈍化介質膜吸收,以減少對原硅片的損傷。而隨著激光頻率增加,激光脈沖能量隨之增大,劃線效果也相對越好;當激光頻率超過2.5MHz時,激光能量在刻穿SixNy/Al2O3鈍化介質膜的基礎上對硅片表面產生了損傷,從而影響了電池片性能。
不同形貌對比
實驗選取相同批次片源進行多組對比,在保證其他工藝條件完全一致的情況下,研究不同劃線形貌(線寬、線型)對電池性能的影響。兩組實驗分別選取相同片源,其中實驗通過3D顯微鏡測試對比了不同劃線線寬時電池性能的差異;而后選取A組實驗樣品采用連續線劃線工藝,B組實驗樣品采用間斷線(劃線0.8mm,不劃線0.2mm)劃線工藝,比較不同劃線線型條件下電池片性能,實驗數據下圖

從線寬可知,在控制其他變量的條件下,當劃線線寬逐漸增加時,電池片性能也隨之提高,這可能是因為相對大的劃線面積提高了電池片表面載流子的運輸性能,從而使電池片性能得到提升。
從線型可知,間斷線劃線工藝生產的電池片效率要比連續線劃線工藝高0.10%。而在其他實驗中發現,在燒結爐溫和鋁漿相同時,連續線劃線工藝所生產的電池片在經過印刷燒結后背場更易產生鋁珠和鋁刺,而間斷線劃線工藝所生產的電池片則幾乎沒有,這也從側面證實了間斷線劃線工藝的優越性。
實驗結論
本實驗采用控制變量法研究了PERC電池激光劃線時的激光頻率、劃線形貌、設備功率對電池片性能的影響。實驗表明:
1)激光器輸出功率在14~17W范圍內,設備功率對電池片性能并無直接影響。
2)激光頻率在1.0~3.5MHz范圍內,當輸出頻率低于2.5MHz時,電池片性能隨著激光器輸出頻率升高而呈遞增趨勢;當激光器輸出頻率高于2.5MHz時,設備輸出頻率升高則會影響FF,從而使電池片性能降低,這可能與激光劃線深度有關。
3)當劃線線型相同時,劃線線寬在33~38μm范圍內時電池片性能隨著劃線線寬增加而提升,這可能是由于相對較大的劃線面積增進了鋁背場與硅片的有效歐姆接觸,從而提升了電池性能;而就劃線線型而言,間斷型劃線工藝要優于連續型劃線工藝。
激光工藝過程注意事項
生產注意事項
1)工藝衛生:臺面、吸盤、皮帶每班生產前進行擦拭;2)生產前需確認激光工藝、激光狀態,激光功率:目標值±0.3W;3)生產過程中每50片確認一次激光圖形無異常;4)異常硅片、手接觸片全部返工處理;5)激光光斑控制范圍:34±4μm;6. 激光后未印刷硅片在制品時間不得超過2小時。
激光調試注意事項
1)生產前確認激光狀態及激光功率是否開啟;2)生產前確認生產硅片種類,根據情況更改激光圖形;3)連續生產前試生產幾片,查看外觀、激光圖形等,確認后交付生產;整幅面光斑均勻性不好。
設備檢查以及維護
1)每天生產任務完成后需對設備進行清潔,主要有臺面、白色勻光板、吸盤、裝載盒、傳送皮帶、主機內部大理石表面、抽塵口區域,使用無塵布蘸酒精清潔即可;2)設備運行10天后,使用吸塵器對設備內部進行徹底清理,以免硅片碎片或粉塵長期堆積造成機構堵塞、電氣短路等;3)相機光源設備每運行一周,定時檢查相機光源是否有污染。
推薦設備:導電玻璃激光刻蝕機