【摘要】研究了激光摻雜選擇性發射極匹配的擴散工藝,通過調整不同的工藝參數,達到相同的高方阻,比較了不同方法獲得的高方阻的均勻性,得到了在105Ω左右的高方阻仍能保持較好均勻性的擴散工藝。通過調整激光功率形成不同的重摻雜區方塊電阻,研究了不同的重摻雜區方塊電阻對電池主要電性能參數的影響,分析了變化原因。最后比較了激光摻雜選擇性發射極太陽電池和傳統太陽電池的電性能及外量子效率。工藝優化后,激光摻雜選擇性發射極太陽電池的轉換效率相比傳統太陽電池有0.24%的提升。
引言
提高太陽電池的光電轉換效率是提高行業競爭力的重要途徑。發射極摻雜濃度對太陽電池轉換效率的影響是雙重的,采用高濃度的摻雜,可以減小硅片和電極之間的接觸電阻,降低電池的串聯電阻,但是高的摻雜濃度會導致載流子復合變大,少子壽命降低,影響電池的開路電壓和短路電流。采用低濃度的摻雜,可以降低表面復合,提高少子壽命,但是必然會導致接觸電阻的增大,影響電池的串聯。選擇性發射極太陽電池的結構設計可以很好地解決這一矛盾。選擇性發射極(iveemitter,SE)太陽電池,即在金屬柵線與硅片接觸部位及其附近進行高濃度摻雜,而在電極以外的區域進行低濃度摻雜。這樣既降低了硅片和電極之間的接觸電阻,又降低了表面的復合,提高了少子壽命。這種結構的電池具有以下3點明顯的優點:
(1)降低串聯電阻,提高填充因子;
(2)減少載流子復合,提高表面鈍化效果;
(3)增強電池短波光譜響應,提高短路電流和開路電壓。
目前選擇性發射極的主要實現工藝有氧化物掩膜法、絲網印刷硅墨水法、離子注入法和激光摻雜法等,其中激光PSG摻雜法由于其工藝過程簡單,從圖1可以看出從太陽電池常規產線升級成激光摻雜選擇性發射極太陽電池生產線,工藝上只需增加激光摻雜一個步驟,從設備上來說,只需增加摻雜用激光刻蝕設備,與常規產線的工藝及設備兼容性很高,是行業研究的熱點。激光PSG摻雜法是采用擴散時產生的磷硅玻璃層作為摻雜源進行激光掃描,形成重摻雜區。目前雖然對激光摻雜選擇性發射極太陽電池的理論研究和實驗的報道很多,但是在實際的大規模生產中,仍然存在著擴散高方阻的均勻性、輕重摻雜區方塊電阻匹配和印刷正電極的精確對位等問題,本文主要對前兩個問題相關工藝進行研究。

2.實驗過程
2.1實驗原材料
實驗采用156.75156.75mm的單晶硅片,厚度180~200μm,電阻率范圍1~3Ω˙cm.
2.2擴散工藝的實驗設計
擴散工藝的基本步驟如圖2所示。在擴散工藝中,影響擴散后硅片方塊電阻的工藝參數有大氮氣體流量、小氮氣體流量、氧氣流量、擴散溫度、擴散時間和源瓶溫度等參數。其中,擴散時間和擴散溫度是大規模生產中常用的調整方阻的工藝參數。目前,激光摻雜選擇性發射極擴散輕摻雜的方快電阻一般在100~110Ω/之間。本實驗以105Ω/為目標方快電阻,通過縮短擴散時間和降低擴散溫度兩種方式將正常的85Ω/升高至目標方阻。實驗使用Tempress4管5恒溫區擴散爐進行,實驗1為將原擴散工藝的擴散時間縮短4min,實驗2為將原擴散工藝的擴散溫度降低12℃。每組實驗做一管(500片),擴散工藝完成后,從每個恒溫區的中間位置各抽取一片,使用四探針方塊電阻測試儀測試硅片中心點和四個邊角的方塊電阻。

2.3激光摻雜工藝的實驗設計
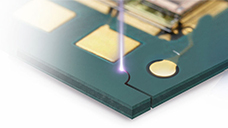
在激光摻雜工藝中,利用激光的熱效應,熔融硅片表層,覆蓋在發射極頂部的磷硅玻璃(PSG)中的磷原子進入硅片表層,磷原子在液態硅中的擴散系數要比在固態硅中高數個數量級。固化后摻雜磷原子取代硅原子的位置,形成重摻雜層。使用優化后的擴散工藝,制作方快電阻在105Ω/的實驗樣片400片,分成四組,每組100片。激光摻雜使用波長532nm的納秒脈沖激光器,分別調整激光功率至20W、30W、40W和50W,對四組實驗樣片進行掃描,形成每條120μm寬的重摻雜區。對于各組中用于測試方阻的樣品硅片,使用激光掃描20mm*20mm的方塊面積。以得到均勻的激光重摻雜區域,用四探針測試其方塊電阻。
3.實驗結果與分析
3.1擴散方塊電阻結果
方塊電阻是衡量擴散質量是否符合工藝要求的重要指標,擴散方塊電阻的均勻性尤其重要,直接關系到后續工藝的匹配,并最終對太陽電池轉換效率產生影響,用方塊電阻的不均勻度來反應方塊電阻的均勻性,不均勻度的計算公式為:

以下是兩組實驗擴散方塊電阻數據,并計算了方塊電阻的片內均勻性,數據見表1和表2。

從表1和表2兩組數據中可以看出,實驗1方塊電阻的片內不均勻度大多數都在4.0%之內,均勻性較好,而實驗2方塊電阻的片內不均勻度大多數都在4.0%以上,其中有三個溫區在5.0%以上,均勻性較差。通過縮短擴散時間減少摻雜雜質總量提高方塊電阻,對于工藝氣體流量、溫度場等均沒有較大的影響,因此可以最大程度地保持片內方塊電阻的均勻性。擴散溫度的降低影響硅片表面磷硅玻璃層的形成,減弱了磷硅玻璃層對磷擴散的阻礙作用,使方塊電阻的片內均勻性偏差。另外,在大規模生產中,縮短工藝實驗可以提高產量,節約生產成本。
3.2激光摻雜實驗結果
用四探針對激光掃描的20*20mm的樣片進行方塊電阻的測量,然后四組實驗在相同的工藝條件下進行洗磷刻蝕、PECVD鍍減反膜、絲網印刷電極和燒結,制成成品電池片,并測試其電性能參數,不同激光功率對重摻雜區方塊電阻以及最終對電池串聯電阻的影響如表3所示:

從表3中可以看出,當激光功率為20W時,方塊電阻變化較小,僅有5Ω/的降低,電池的串聯電阻較高。隨著激光功率的增加,方塊電阻明顯降低,電池串聯電阻呈現先下降后升高的趨勢。這主要是由于激光功率較小時,不足以使硅片表面溶化,磷原子向硅片表面的摻雜較少,不能形成重摻雜區,導致金屬電極與發射極之間無法形成良好的歐姆接觸,使電池的串聯電阻處于較高的水平。當激光功率上升到30W以上時,隨著激光功率的增加,硅片表面溶化的深度不斷加深,摻雜磷原子在硅片表面所能達到的深度也隨之增加,因此方塊電阻有明顯的降低,低方塊電阻的重摻雜區與金屬柵線形成良好的歐姆接觸,接觸電阻降低,電池的串聯電阻得到明顯的改善。當激光功率達到50W時,電池的串聯電阻有升高的趨勢,這一方面是由于過高的激光功率會使磷硅玻璃部分蒸發而減少摻雜源,導致磷原子的表面濃度降低,另一方面,激光摻雜,磷硅玻璃作為有限源,當激光功率較高時,隨著硅片表面溶化時間和溶化層厚度的增加高濃度區域加深,磷硅玻璃中更多的磷原子被驅趕到硅片表層,導致磷原子表面的濃度降低。總之,過高的激光功率會使磷原子的表面濃度降低,不能與金屬電極形成良好的歐姆接觸導致串聯電阻的升高。
3.3激光摻雜選擇性發射極太陽電池電性能結果

從表4中可以看出,與常規電池相比較,激光摻雜選擇性發射極太陽電池的開路電壓和短路電流都有明顯的提升。原因是高方塊電阻的輕摻雜發射極可以有效減少載流子的復合幾率,提高載流子的收集效率,低表面摻雜濃度還可以使表面態密度降低,提高表面鈍化效果,最終提高電池的開路電壓和短路電流。另外,選擇性發射極輕、重摻雜區的摻雜濃度差形成高低結,進一步提高電池的開路電壓。
不同激光功率對電池轉換效率的影響,從上表中可以看出,當激光功率為20W時,激光摻雜對硅片重摻雜區方阻影響不大,雖然由于發射極的輕摻雜使電池的開路電壓和短路電流都有明顯的提升,但是串聯電阻過大,導致最終效率較低。當激光功率在30W~50W之間時,電池的開路電壓、短路電流、串聯電阻等電性能參數相比常規電池都有明顯的改善。激光功率在此區間內,隨著功率的增加,開路電壓沒有明顯變化,短路電流隨著功率的增加呈下降的趨勢,主要是激光功率過高時對摻雜區的絨面有損傷,影響對光的吸收。激光功率大小對串聯電阻的影響前文已進行分析,不再重復。綜上所述,當激光功率在40W,重摻雜區方阻降至63Ω/□左右時,輕、重摻雜區工藝匹配達到最優,相比傳統電池,效率有0.24%的提升。
3.4外量子效率測試結果
對工藝優化的激光摻雜選擇性發射極太陽電池和常規太陽電池進行外量子效率的測試分析,如圖3所示,從圖中可以看出在300nm~520nm波段范圍內,激光摻雜選擇性發射極太陽電池的外量子效率相比常規太陽電池有較明顯的提升,但是在中長波段基本與常規電池一致。主要是由于激光摻雜選擇性發射極太陽電池發射極區域摻雜濃度低,前表面的載流子復合幾率降低,對光生載流子的收集增加,電池的光譜響應增強。

4.結論
通過縮短擴散時間和降低擴散溫度兩種方法提高擴散的方塊電阻,形成輕摻雜,比較了兩種方法形成的高方塊電阻的均勻性,發現縮短擴散時間提高方塊電阻的方法得到的高方塊電阻的均勻性較好。重摻雜區方塊電阻匹配的研究,通過改變激光功率形成不同的重摻雜區方塊電阻,發現當激光功率在40W左右,重摻雜區方塊電阻在66Ω/□左右時,工藝達到最優,電池的開路電壓、短路電流和串聯電阻等參數均有明顯的改善,最終轉換效率相比傳統電池有0.24%的提升。比較了激光摻雜選擇性發射極太陽電池和傳統太陽電池的外量子效率,相比傳統太陽電池,激光摻雜選擇性太陽電池主要在300~520nm的短波范圍內有較明顯的提升。