晶硅(c-Si)太陽能電池在與各種太陽能電池技術競爭中一直處于領先地位。其原因包括穩定的硅供應、發達的制造工藝以及可以實現的越來越高的轉換效率。在本文中,我們報告了一種較簡單的基于激光刻蝕機的射極鈍化背電池或接觸(PERC)技術的制造工藝,該技術已被證明具有比傳統電池高一個百分點或更高的絕對電池效率。
在傳統的太陽能電池中,存在一個鋁金屬化層,實現覆蓋整個電池背部區域的接觸。PERC技術涉及在電池后側形成一個帶開口的介電鈍化層,以允許與金屬化層的電接觸。由于下列原因,PERC電池比傳統電池的效率更高。
1. 鈍化層顯著減少了電池背面的電子復合,否則電子將受到鋁金屬化層的強烈吸引。因此,更多電子到達前表面發射器,且電流密度增加。
2. 鈍化層增強了電池捕獲光的能力,特別是較長波長的光,它會在電池內將到達后部的任何光反射回去,形成第二條通道,而不會被吸收并產生電子。這樣,電池的吸收長度有效地加倍,電流密度進一步提高。
3. 鈍化層通過將沒有被硅吸收的紅外光(> 1,180納米)反射出電池,減少背面金屬化層的熱量,否則這些光將被鋁吸收。在較低溫度下運行時,電池效率更高。

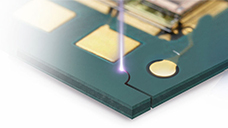
圖1顯示了制造PERC太陽能電池的關鍵步驟。首先,電池背面涂覆特殊的介電層,通常為SiO2、Al2O3、SiNx或其組合。涂覆的介電涂層是連續的,因此需要在用于歐姆接觸的后續工藝步驟中形成開口。最佳方式是使用激光刻蝕機燒蝕介電膜,并以預期圖案(通常為窄線條)露出下面的硅。然后在介電層上涂覆鋁金屬化層。將鋁漿絲網印刷到該表面上,隨后的熱退火工藝使鋁與激光暴露的硅合金化,以形成良好的歐姆接觸。
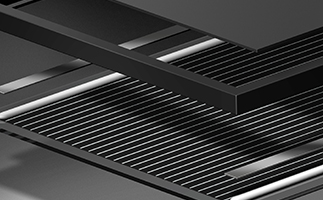
雖然PERC劃線的幾何形狀有所不同,但一塊6英寸電池通常會有75至300條激光劃線,長度約為155毫米,寬度為30-80微米,均勻間隔0.5-2毫米。對于1毫米線間隔的情況,單個硅片上PERC劃線的總長約為25米。工業要求的目標加工速率可高達3,600 WPH(每小時硅片數),相當于所要求的劃線速度25米/秒。快速2軸振鏡掃描儀以及旋轉多邊形掃描儀可以達到這樣的速度。
工業PERC加工還需要能夠跟上如此高掃描速度的激光刻蝕設備。為此,我們測試了采用可編程脈沖技術高功率混合光纖激光器。該激光器具有高功率和高脈沖重復頻率(PRF)以及短于5納秒的脈沖寬度。對于薄膜移除,與較長的脈沖寬度相比,較短脈沖持續時間具有更高的能量效率。可在最高工作頻率下產生最短脈沖持續時間,非常適合PERC加工。短脈沖加工的其他好處包括縮短加熱以及降低對下面硅晶格造成熱損傷的風險。
當用脈沖激光源對材料劃線時,一個重要的工藝參數是點重疊率Op。該參數通常以百分比表示,指后續脈沖像先前脈沖那樣照射相同材料的相對量。對于刻蝕直徑Dabl、掃描速度Vs和激光脈沖重復頻率PRF,重疊率Op計算為:

為了在介質開口處形成足夠均勻的邊緣,通常選擇約25%的重疊值。利用這個值以及已知的Vs(25米/秒)和Dabl(名義值為45微米),上述方程式可以重新排列,以計算PERC加工的最低PRF要求,其結果為約850 kHz。

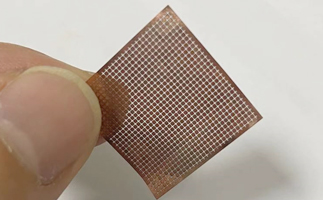
在如此高的PRF下,很少激光器能夠產生高能量脈沖,在高脈沖頻率下提供的高能量如圖2所示。圖3顯示了在重疊條件略高情況下生成的PERC劃線,劃線速度25米/秒,PRF 1 MHz。

圖3顯示薄膜移除干凈,沒有對硅造成明顯損傷,如劃線區域保持的精細紋理所示。
在隨后的測試中,我們發現激光器在最大1.7 MHz PRF下可提供足夠的脈沖能量,這大約是最低要求(850 kHz)的2倍。因此,單個激光束可在約50米/秒的劃線速度下達到每個硅片通量0.5秒。
通過分束還可以進一步提高通量。當激光刻蝕機以850 kHz PRF操作時,相當于每秒1個硅片(WPS)的通量,實際可用能量約為需求量的3倍。因此,3光束分割可以有效地將通量增加到3 WPS。無論最終系統配置如何,激光器平臺及其獨特的脈沖裁剪技術都能提供滿足工業PERC太陽能電池制造需求的功率、速度和靈活性。
推薦設備:導電玻璃激光刻蝕機 http://www.topbiz.com.cn/index.php/Index/productDetail/id/37.html