一、引言
自1960年第一臺激光器問世以來,激光的研究及其在各個領域的應用得到了迅速的發展。其高相干性在高精密測量、物質結構分析、信息存儲及通信等領域得到了廣泛應用。激光的高方向性和高亮度可廣泛應用于加工制造業。隨著激光器件、新型受激輻射光源,以及相應工藝的不斷革新與優化,尤其是近20年來,激光制造技術已滲入到諸多高新技術領域和產業,并開始取代或改造某些傳統的加工業。
1987 年美國科學家提出了微機電系統(MEMS)發展計劃,這標志著人類對微機械的研究進入到一個新的時代。目前,應用于微機械的制造技術主要有半導體加工技術、微光刻電鑄模造(LIGA)工藝、超精密機械加工技術以及特種微加工技術等。其中,特種微加工方法是通過加工能量的直接作用,實現小至逐個分子或原子的去除加工。特種加工是利用電能、熱能、光能、聲能、化學能等能量形式進行加工的,常用的方法有:電火花加工、超聲波加工、電子束加工、離子束加工、電解加工等等。近年來發展起來一種可實現微小加工的新方法:光成型法,包括立體光刻工藝、光掩膜層工藝等。其中利用激光進行微加工顯示出巨大的應用潛力和誘人的發展前景。
為適應21世紀高新技術的產業化、滿足微觀制造的需要,研究和開發高性能激光源勢在必行。作為激光加工的一個分支,激光微加工在過去十年被廣泛關注。其中原因之一是由于更加有效的激光源不斷涌現。比如具有非常高峰值功率和超短脈沖固體激光,有很高光束質量的二極泵浦的Nd:YAG激光器等。另外一個原因是有了更為精確、高速的數控操作平臺。但一個更為重要的原因是不斷涌現的工業需求。在微電子加工中,半導體層的穿孔、寄存器的剪切和電路修復都用到激光微加工技術。激光微加工一般所指加工尺寸在幾個到幾百微米的工藝過程。激光脈沖的寬度在飛秒(fs)到納秒(ns)之間。激光波長從遠紅外到X射線的很寬波段范圍。目前主要應用于微電子、微機械和微光學加工三大領域。隨著激光微加工技術的發展和成熟,將在更廣的領域得到推廣和應用。
二、激光微加工技術的主要應用
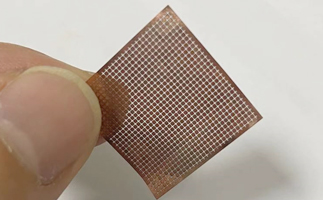
隨著電子產品朝著便攜式、小型化的方向發展,單位體積信息的提高(高密度)和單位時間處理速度的提高(高速化)對微電子封裝技術提出不斷增長的新需求。例如現代手機和數碼相機每平方厘米安裝大約為1200條互連線。提高芯片封裝水平的關鍵之處就是在不同層面的線路之間保留微型過孔的存在,這樣通過微型過孔不僅提供了表面安裝器件與下面信號面板之間的高速連接,而且有效地減小了封裝面積。
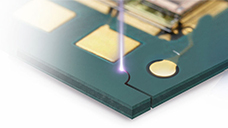
另一方面,隨著近年來全球手機、數碼相機和筆記本電腦等便攜式電子產品向輕、薄、短、小的趨勢發展,印制線路板(PCB)逐步呈現出以高密度互連技術為主體的積層化、多功能化特征。為了有效地保證各層間的電氣連接以及外部器件的固定,過孔(via)已成為多層PCB的重要組成部分之一。目前鉆孔的費用通常占PCB制板費用的30%-40%。在高速、高密度的PCB設計時,設計者總是希望過孔越小越好,這樣板上不僅可以留有更多的布線空間。而且過孔越小,越適合用于高速電路。傳統的機械鉆孔最小的尺寸僅為100μm,這顯然已不能滿足要求,代而取之的是一種新型的激光微型過孔加工方式。目前用CO2激光器加工在工業上可獲得過孔直徑達到在30-40μm的小孔或用UV紫外激光切割機加工10μm 左右的小孔。
激光微加工技術在設備制造業、汽車以及航空精密制造業和各種微細加工業中可用激光進行切割、鉆孔、雕刻、劃線、熱滲透、焊接等,如20多微米大小的噴墨打印機的噴墨口的加工。利用諸如微壓型、打磨拋光等激光表面處理技術來加工多種微型光學元件,也可通過諸如激光填充多孔玻璃,玻璃陶瓷的非晶化來改變組織結構,然后,通過調和外部機械力,再在軟化階段依靠等離子體輔助進行微成形來加工微光學元件。
常用激光微加工技術
激光微加工技術具有非接觸、有選擇性加工、熱影響區域小、高精度與高重復率、高的零件尺寸與形狀的加工柔性等優點。實際上,激光微加工技術最大的特點是“直寫”加工,簡化了工藝,實現了微型機械的快速成型制造。此外,該方法沒有諸如腐蝕等方法帶來的環境污染問題,可謂“綠色制造”。在微機械制造中采用的激光微加工技術有兩類:
1) 材料去除微加工技術,如激光直寫微加工、激光LIGA 等;
2) 材料堆積微加工技術,如激光微細立體光刻、激光輔助沉積、激光選區燒結等。
2.1 激光直寫技術
準分子激光波長短、聚焦光斑直徑小、功率密度高,非常適合于微加工和半導體材料加工。在準分子激光微加工系統中,大多采用掩膜投影加工,也可以不用掩膜,直接利用聚焦光斑刻蝕工件,將準分子激光技術與數控技術相結合,綜合激光光束掃描與X-Y 工作臺的相對運動以及Z 方向的微進給,可以直接在基體材料上掃描刻寫出微細圖形,或加工出三維微細結構。目前采用準分子激光直寫方式可加工出線寬為數微米的高深寬比微細結構。另外,利用準分子激光采取類似快速成型(RP)制造技術,采用逐層掃描的方式進行三維微加工的研究也已取得較好結果。
2.2 激光LIGA 技術
它采用準分子激光深層刻蝕代替載射線光刻,從而避開了高精密的載射線掩膜制作、套刻對準等技術難題,同時激光光源的經濟性和使用的廣泛性大大優于同步輻射載光源,從而大大降低 LIGA 工藝的制造成本,使LIGA技術得以廣泛應用。盡管激光LIGA 技術在加工微構件高徑比方面比載射線差,但對于一般的微構件加工完全可以接受。此外,激光LIGA 工藝不像載射線光刻需要化學腐蝕顯影,而是“直寫”刻蝕,不存在化學腐蝕的橫向浸潤腐蝕影響,因而加工邊緣陡直,精度高,光刻性能優于同步載射線光刻。
2.3 激光微立體光刻(mSL)技術
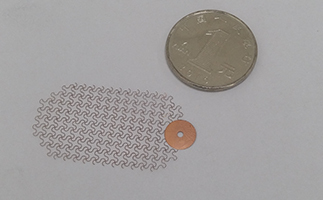
它是立體光刻(SLA)工藝這一先進的快速成型技術應用到微制造領域中衍生出來的一種加工技術,因其加工的高精度與微型化,故稱為微立體光刻(Microstere-olithography 或mSL)。同其他微加工技術相比,微立體光刻技術最大的特點是不受微型器件或系統結構形狀的限制,可以加工包含自由曲面在內的任意三維結構,并且可以將不同的微部件一次成型,省去微裝配環節,如圖2所示。此外,該技術還有加工時間短、成本低、加工過程自動化等優點,為微機械批量化生產創造了有利條件。該技術的局限性在于兩方面:
精度較低,目前基于快速成型的微加工技術的最高水平方向的精度在1mm 左右,而垂直方向大約為3mm,顯然這一精度無法同基于集成電路的硅微加工工藝相比。
使用材料受到一定的限制,目前的樹脂材料在電性能、機械性能、熱性能方面與硅材料相比有一定差距。近年來,激光微立體光刻技術得到了大力研究與開發。在提高精度與效率方面有如下發展方向:
1) 以面曝光代替點曝光,從而進一步縮短加工時間,提高生產效率;
2) 在材料方面,研究開發出更高分辨率的光固化樹脂,如已研制出的雙光近紅外光聚合樹脂為高精度制造奠定了良好基礎;
3) 在工藝方面,研究開發無需任何支撐結構或犧牲層的工藝以及與平面微加工工藝的集成,從而進一步簡化工藝,提高加工精度與生產柔性。
2.4 激光輔助氣相沉積(LCVD)技術在化學氣相沉積(CVD)工藝
固化微成型的兩種零件中,固態物質從氣相通過化學反應沉積在基片表面上。用激光輔助化學氣相沉積來制作三維微結構,是將聚焦激光微光束通過定域加熱基片,啟動并維持CVD 過程,在沉積過程中通過移動基片或激光束,將固體結構以很高的分辨率沉積塑型。塑造幾何形狀時不受平面投影和平面掃描的局限,能制作出復雜幾何形狀的立體微結構。以特定方式運動工件臺并使激光焦斑運動速度始終與晶體生長速度相同,即可做出所需的微結構。
2.5 激光選區燒結技術(SLS)
它是快速成型技術的一種,具有可加工材料范圍廣且可制作任意復雜三維形狀的獨特優勢。目前,人們嘗試用SLS 工藝進行微機械的制造。在SLS工藝中,首先在計算機上完成符合需要的三維CAD模型,再用分層軟件對其進行分層得到各層截面,采用自動控制技術,使激光有選擇地燒結出與計算機內零件截面相對應部分的粉末,使粉末經燒結融化冷卻凝固成型。完成一層燒結后再進行下一層燒結,且兩層之間燒結相連。如此層層燒結、堆積,結果燒結部分恰好是與CAD 原型一致的實體,而未燒結部分則是松散粉末,可以起到支撐的作用,并在最后很容易清理掉。燒結系統的精度受以下因素的影響:激光功率、激光焦斑直徑、掃描速度、粉末顆粒直徑、粉末的各向異性以及燒結過程中的溫度控制等。用SLS 工藝進行三維成形,還可以在一個微結構內集成多種材料完成一定的功能。
其他激光微加工技術
脈沖激光刻蝕成型是激光技術的一個新的研究領域,它采用短波長的倍頻激光或皮秒、飛秒激光結合高精度數控機床,刻蝕加工各種材料。用短脈沖在這些材料表面刻蝕,再將材料去除,其表面形成的微結構的質量比用長脈沖加工高得多。2001 年德國HEIDELBERG INSTRUMENTS采用三倍頻(波長354.7nm),獲得最小可達5mm的聚焦光斑,最小可加工特征尺寸為10mm,精度為1mm。激光焦斑直徑5mm,x,y 方向進給5mm。每層去除1.3mm,平均表面粗糙度為0.16mm。激光微切割成形,原理上與激光刻蝕相同,也是采用倍頻或飛秒激光為光源,對光束精細聚焦,精確控制能量的輸入,熱影響小,進行微細去除切割成形。
三、超短脈沖激光在微加工技術的最新進展
CO2激光和YAG激光是連續和長脈沖激光,主要靠聚焦形成高能量密度,從而在局部產生高溫來燒蝕材料,基本上屬于熱加工范疇,加工精度有限。準分子激光則依靠其短波長(紫外)與材料進行光化學相互作用,其特征尺度可達到微米量級,但準分子激光器所需的氣體是腐蝕性的,難以操控,而且,高強紫外激光對加工系統的光學元件容易造成損傷,其應用因而受到限制。隨著對激光領域的深入研究,激光脈沖的時域寬度被壓縮得越來越短,從納秒(10-9s)量級到了皮秒(10-12s)量級直至飛秒(10-l5s)量級。
飛秒脈沖激光具有以下兩個特點:(1)脈沖持續時間短。飛秒脈沖的持續時間可以短至幾個飛秒,而光在1fs內僅僅傳播0.3μm,比大多數細胞的直徑還要短;(2)峰值功率極高。飛秒激光將脈沖能量集中在幾個至幾百個飛秒的極短時間內,因此其峰值功率很高。例如,將lμJ的能量集中在幾個飛秒時間內并會聚成10μm的光斑,其光功率密度可達到1018W/cm2,將其換算成電場強度則為2×1012V/m,為氫原子中庫侖場強(5×1011V/m)的4倍,這就有可能將電子從原子中直接剝離出來。
從激光與透明材料的相互作用機理來看,脈沖寬度從連續激光到幾十皮秒,損傷機制為雪崩電離過程,依賴與初始的電子密度,而材料中的初始電子密度由于材料中雜質分布的不均勻而變化很大。因此,損傷閾值變化也很大。對長脈沖激光損傷閾值定義為可引起損傷幾率為50%的激光能流密度,即長脈沖激光損傷閾值是一個統計值。超短脈沖激光的場強極高,束縛電子可以同時吸收n個光子直接從束縛能級躍遷到自由能級。超短脈沖激光引起的損傷雖然也是雪崩電離過程,但其電子由多光子電離過程產生,不再依賴于材料中的初始電子密度,因此,損傷閾值是精確值。脈沖激光的損傷閾值是隨脈沖寬度下降而明顯減小,到了皮秒量級,下降速率變緩,到飛秒量級時已基本不變。
另外,由于超短脈沖激光的損傷閾值很精確,因此將激光的能量控制在正好等于或略高于損傷閾值,則只有高于損傷閾值的部分產生燒蝕,可進行低于衍射極限的亞微米加工。飛秒激光可產生超高光強、具有精確且較低的損傷閾值,很小的熱影響區、幾乎可精密加工所有種類材料,并且,加工精度極高,可進行亞微米尺寸的精密加工。
激光微加工生產效率高,成本低,加工質量穩定可靠,具有良好的經濟效益和社會效益。飛秒激光以其獨特的脈沖持續時間短、峰值功率高等優越性能正在打破以往傳統的激光加工方法,開創了材料超精細、無熱損傷和3D空間加工和處理的新領域。飛秒激光加工技術應用包括微電子學、光子晶體器件、高信息傳輸速度(1Tbit/s)的光纖通訊器件、微機械加工、新型三維光存儲器、以及微細醫療器件制作和細胞生物工程技術等方面具有廣泛應用前景。可以預言,激光微制造技術必將以其無可替代的優勢成為21世紀迅速發展的一項高新技術。
結束語
在工業化時代,世界各國均以制造出大型機器而自豪;在信息化時代,各先進工業國家,均致力于微觀物質的研究,并制造越來越小的機械;而進入納米科技時代,為了適應國防、航空航天、醫學和生物工程等方面的發展,微加工是當今制造業最為活躍的研究方向之一,微機械技術的發展水平已經成為一個國家綜合實力的衡量標準之一。激光微加工技術在微加工技術中越來越顯示出其獨特的優越性,具有廣闊的發展前景,我國必須開發具有自主知識產權的激光微制造技術,才能在未來的高科技領域占有一席之地。元祿光電www.topbiz.com.cn